 C’est la cata, deux semaines que ma machine me fait ça.
C’est la cata, deux semaines que ma machine me fait ça.
Je viens de passer une nuit presque blanche pour refaire le lit (ça n’avait rien à voir, oui, mais je voulais finir de mettre au point MON hot bed… d’ailleurs…. c’est dans le four, je vous sort ça bientôt !) . . . et puis finalement, je décide que ma Hobbed bolt (vis usinée qui sert à pincer le fil pour le pousser dans le hotend) « déconne » en étant encrassée, ou je sais pas quoi, usée peut être… bref, je le change pour une hobbed neuve et mieux faite.
Et la, rien. La vis neuve pourtant bien plus incisive ne pousse même pas le fil ! oO
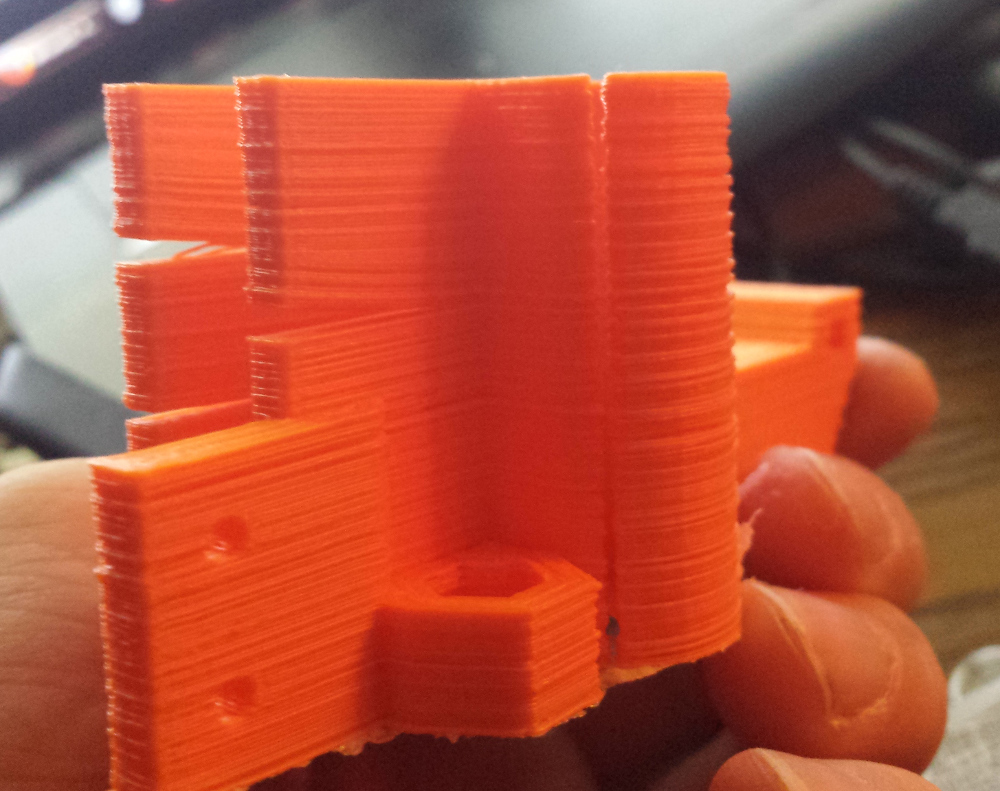
Et bien une merde s’était mise dans mon extrudeur et empêchait les ressorts de bien appuyer, causant des couches aléatoirement pauvres en matière, causant des décollements et des irrégularités d’extrusion.
Cette mésaventure m’a tout de même obligé à remettre un ventilo à la place de celui qui avait cramé, à refaire le bed et à me poser beaucoup de question.
Résultat, mes pièces sont plus solides que jamais, et c’est de bonne augure pour la Reprap ABRAHAM….
BAAAAM !
je voit que je te fait des misère je suis désoler pour la nuit blanche je suis content pour toi que tu est trouver ton problème a tu une idée de comment cette « merde » est venus ce logé la et de comment tu a cramée ton ventilo
Soit pas désolé ^^ ! c’est la vie et c’est pas de ta faute de toute manière !
Un mal pour plusieurs biens, en sommes 😀
Et encore, j’ai eu d’autres merdes ! ce décollement de couche a été multifactoriel et Murphy a jouer plein pot ! mais là, comme par magie (une magie que j’ai quand même aidé avec moultes heures de travail, hein !) tout remarche impeccable ! ENFIN ! PDBDeMerde !
Y a-t-il des optimisations dans les déplacements ? En effet, est-ce que les couches restent assez chaudes d’une couche à l’autre ?
N’y a-t-il pas trop de différence de température lors de la passe ?
Est-ce qu’il ne faudrait pas faire des essais empiriques de différents paramètres :
– vitesse d’avance (impliquant vitesse d’avance du fil)
– température de chauffe
– température de l’air
– … ?
Plop
En fait, je souffle sur la couche qui s’imprime pour la refroidir le plus vite possible ( – « mais pourquoi fait il ça lui… il chauffe et pis il refroidi et pis il rechauffe… ca va pas dans sa tête ? »)
Et bien pour deux raisons : neumebeurrre ouane : les ponts ( or bridge if you prefer becoze tout le monde appel ça bridge) -> et oui, j’arrive ainsi a relier deux partie avec du fil dans le vide de manière très correcte. Mon bien aimé petit frère trouve cela anti-gravitationnel.
neumebeurre tout : lors le pièces sont grosses, il faut chauffer et considéré que la pièce a refroidi. lorsque la pièce est tout minus, il faut presque pas chauffer. Et comme je fait quand la pièce deviens petite a la fin, à 4h du mat’ ?
Donc, ventilo, et je chauffe plus pour que les couches adhèrent… c’est la meilleurs méthode pour le moment.
Pour l’avance du fil par rapport a l’avance de l’outils, ca se gère tout seul dans le TRANCHEUR. Et la vitesse va plus jouer sur la qualité de la dépose que sur l’adhésion. -> trop vite = ca vibre. Trop trop trop vite = les moteur ratent des pas, le fil n’a plus le temps de chauffer assez avant dépose.. etc.
Je trouve ça curieux de refroidir la couche ayant besoin de recevoir une passe supplémentaire… Ca (à mon sens) ne peut qu’amener des dilatations, déformations, et finalement, décollements dûs à de fortes tensions internes inter-couches. Et ce, proportionnellement à la taille de la pièce.
As-tu fait des essais sans refroidir ? Voire, pour faire des ponts, refroidir à la demande ?
Dans l’injection plastique, il faut que la pièce soit injectée le plus vite possible justement pour éviter ces tensions.
Plop : Je vais faire un article la dessus. Ca a l’air curieux de refroidir, mais c’est pourtant le meilleur compromis !